



滚花刀具能滚压出什么样的花纹?听西安力正机械来分析
发布时间:2025/7/19 浏览量:1578

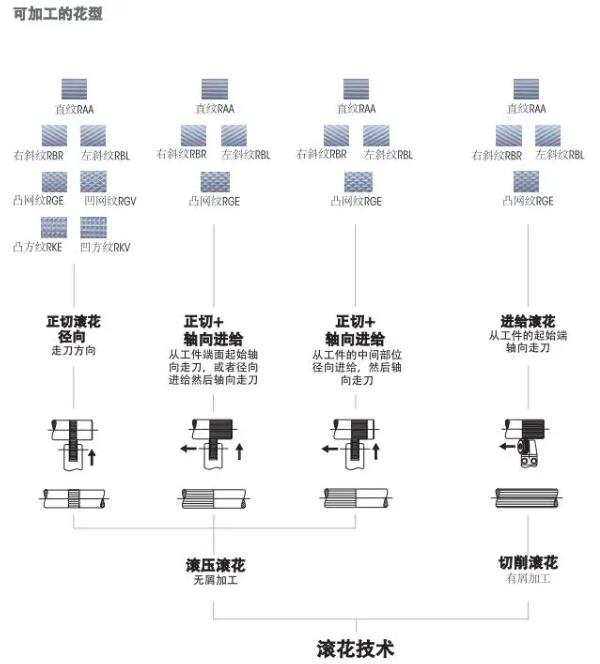
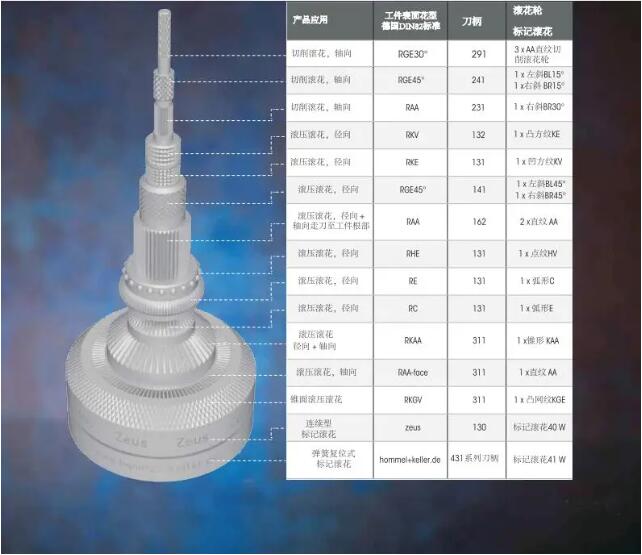
滚花刀具在车削加工中能滚压出什么样的花纹?听西安力正机械给大伙上一课,西安力正机械是德国HOMMEL-KELLER滚花刀具公司中国区总代理,在十多年的销售市场中与各方企业在滚花工艺中有着深刻的认知,根据滚压滚花刀具、切削滚花刀具和标记滚花刀具的属性应用,滚花花纹大致为直纹、斜纹、网纹三种。
滚压滚花刀具分为单轮滚压滚花,双轮滚压滚花、三轮滚压滚花三种刀柄形式,单轮滚花刀适用于直纹滚花,双轮滚花刀则专为网纹滚花设计,而六轮滚花刀则能根据需求滚出三种不同模数的网纹。
单轮滚压滚花刀柄
用于成型滚花应用的zeus 单轮系列是生产各种滚花花型经济而简单的解决方案。也可用于自动标记工件,滚花可以在工件的任意位置开始 - 不需要开槽。
应用优势
◤操作简单,使用方便,前期无需大量准备工作
◤集成定位螺钉,可轻松调节刀柄的夹持间隙角
◤专用合金固定销,可以更快且简易的更换滚花轮
◤刀柄表面经过特殊硬化处理,寿命更长
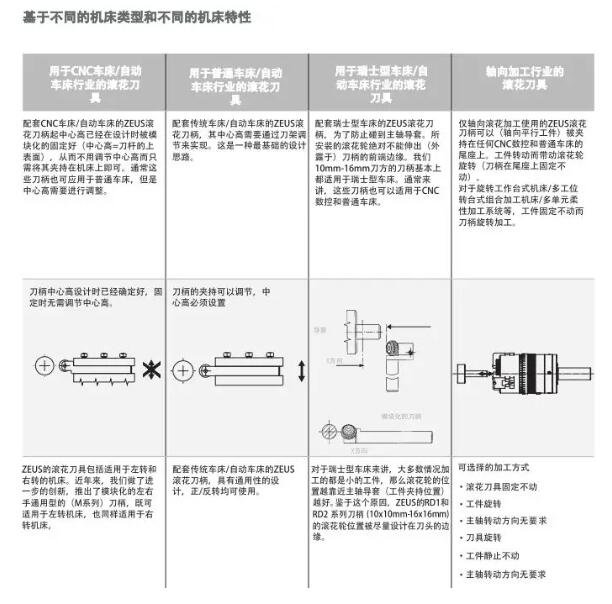
◤适用于各种类型的车床加工,可以加工所有类型的花纹
双轮滚压滚花刀柄
应用优势
◤双轮刀柄是您加工RGE(凸网纹)花型的良好选择
◤轴向走刀功能使得滚花长度不受约束
◤模块化的刀柄设计,可轻松实现左右手互换功能
◤161与162系列刀柄可调节加工直径,使得工件径向不受力,特别适合于紧密加工空间与小直径工件的滚花加工。

*三轮滚压滚花刀柄
用于轴向加工工件的三轮系列已经完全重新设计,新设计满足了对加工小工件直径的刚性和精度的更高期望,该工具特别适用于光学或钟表工业,医疗行业或电子工业的高精度车削零件,该产品系列适用于直型和RGE滚花型材。

切削滚花刀具也分单轮切削刀柄,双轮切削刀柄和三轮切削刀柄三种形式,其中单轮切削刀柄在工艺稳定性,效率和生产成本方面,单轮切削RF1系列完全能满足瑞士型自动车床的高要求。模块化工具设计,用于沿轴向生产直纹和左右斜纹。RF1切削滚花刀具特别适用于难加工材料,在高精度,表面质量和生产灵活性方面表现突出。

双轮切削刀柄更好的刚性,工艺稳定性和简化的操作:这些是新一代双轮切削刀柄的优势。该工具系列主要适用于生产RGE花纹。刀柄和刀头之间的独特设计提供了额外的刚性且提高了滚花轮寿命。垂直高度调节可灵活变换刀柄尺寸,具有特殊的优势。独特的刻度设计,使工具设置变得简单,并为加工过程提供工艺稳定性。

三轮切削刀柄zeus RF3系列设计用于在轴向上加工非常小和薄壁的工件。该产品系列适用于生产对表面质量和尺寸精度要求很高的直纹和RGE花纹,由于采用三个滚花轮操作的特殊设计,径向力明显下降。特别适合小型轴类,管件或高精度衬套等类型工件的加工。

*标记滚花刀具
Zeus标记滚花刀具打标技术,可以快速,经济,灵活地标记所有类型的工件和车削部件。标记过程直接集成在加工过程中,无需更换为单独的机器,特别适用于大型和中型系列以及重复组件。标记滚轮是定制的,并且适合于每个单独工件的直径。操作员可以快速,轻松地更换滚轮,使工具可用于各种不同的工件标记。

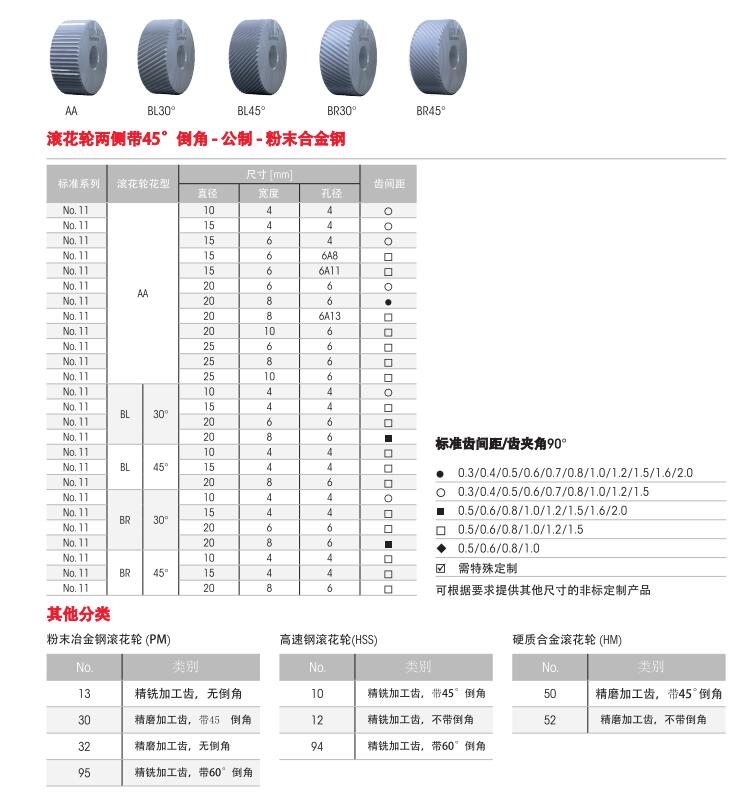
滚花刀具的选择直接影响加工效果,常见的有直纹滚花刀和网纹滚花刀两大类。直纹滚花刀加工出的花纹呈平行直线排列,网纹滚花刀则能形成交叉菱形图案。刀具齿距通常有0.5、0.6、0.8、1.0、1.2mm等多种规格,需根据工件直径和用途合理选择。
综合来言,要想在车削加工中能滚压出所需要的花纹,并且要配套相对应的滚花刀具,都要在上百种不同型号中挑选出适合自己工艺的滚花刀,常规应用中有Φ10、Φ15、Φ20、Φ25等规格,部分进口型号直径可达Φ30。按照国家标准,规格有0.3,0.4,0.5,0.6,0.8,1.0,1.2,1.5,1.6,1.8,2.0,外径:8.9/10/15 /20 厚度:2.5/4/6 内孔:4/6 齿距:0.3-2.0(间隔0.1)太多的滚花刀具型号先用请直接与销售总监张伟联系,微信:zw1051286110,电话:13389183151


联系我们

电话:029--89624661
广告:133-8918-3151
招商:181-1926-0162
邮箱:1051286110@qq.com
官网:www.mingrenwang.cc
策划:西安市碑林区建国路158号金河大厦2F





